ISSN 0036-0295, Russian Metallurgy (Metally), Vol. 2008, No. 1, pp. 61–65. © Pleiades Publishing, Ltd., 2008. Original Russian Text © N.N. Popov, I.I. Kaganova, L.V. Polyakov, A.M. Bragov, A.K. Lomunov, 2008, published in Metally, 2008, No. 1, pp. 76–81.
Effect of the Strain Rate and Test Temperature on the Mechanical Properties of a Ti–Ni–Fe Shape Memory Alloy N. N. Popova, I. I. Kaganovaa, L. V. Polyakova, A. M. Bragovb, and A. K. Lomunovb a
Russian Federal Nuclear Center—All-Russia Research Institute of Experimental Physics, Sarov, Nizhni Novgorod oblast, Russia e-mail:
[email protected] b Research Institute of Mechanics, Nizhni Novgorod State University, pr. Gagarina 23, Nizhni Novgorod, 630600 Russia Received November 16, 2007
Abstract—The test temperature (from –196 to +50°C) and the strain rate (from 10–4 to 103 s–1) are found to affect the character of deformation of a shape memory alloy TN1K based on titanium nickelide and alloyed with iron. The shapes of the tensile and compressive curves are shown to depend on the position of the test temperature with respect to the characteristic phase-transition temperatures. The mechanical properties are extremal in the temperature ranges corresponding to the R phase region. As the strain rate increases in the quasi-static range, the strength characteristics of the material increase and the plastic characteristics decrease. As the strain rate increases in the quasi-static range, the yield strength changes analogously; in this case, a yield drop appears in the compressive and tensile stress–strain diagrams. The data obtained are used to optimize the technology of the thermomechanical joints of pipelines and construction elements. PACS numbers: 62.20.-x DOI: 10.1134/S0036029508010126
INTRODUCTION
different materials, including nonweldable and nonsolderable materials. The realization of an SMA technology needs a significantly smaller environment space for assembling as compared to the technology of producing traditional welded and soldered joints. A joint obtained using the SMA technology possesses high vibrational stability and corrosion resistance; it is characterized by simplicity and rapid assembling and the absence of heat-effected zones and electrical action. When assembling, open flame, sparking, and molten metallic drops are absent. In contrast to the processes of electrical welding and soldering, where the quality of the joint depends largely on the worker qualification, the “human factor” does not influence the result in the given technology, since this technology permits reliable joints due to the internal ability of an alloy to transform thermal energy into mechanical work. The strength and corrosion resistance of the thermomechanical joint (TMJ) of construction elements are at the level of the strength and corrosion resistance of the materials to be joined. The technology proposed is ecologically safe.
At present, leading industrial countries are developing novel constructions and technologies based on alloys with the shape memory effect (SME). The SME is considered to be the phenomenon of recovery of the preliminary deformation of an object initiated by a change in the temperature [1]. The shape memory property is realized in materials undergoing a phase thermoelastic, i.e., reversible, martensitic transformation. Shape memory alloys (SMAs) include, e.g., titanium nickelide alloys whose high-temperature austenitic B2 phase with an ordered bcc lattice can thermoelastically transform into the low-temperature monoclinically distorted orthorhombic martensitic B19' phase. The main advantages of applications of SMAs in technical devices are achieved due to their capability to the direct transformation of thermal energy into mechanical work, which can reach 50 MJ/m3. The technical devices based on SMAs are simple and, thus, reliable. Titanium nickelide was used for the first time in Raychem Corporation (USA) in 1970 for the production of couplings for the nonseparable joints of pipelines in the F–14 aircraft hydraulic system [2]. Later, similar work was performed in our country [3]. The advantages of this technology as compared to the traditional technology of joining are as follows: it can join pipes of different thicknesses and diameters and pipes and cylindrical parts of constructions from
The indisputable advantages of TMJ compared to mechanical, welded, and soldered joints, however, require a large body of calculation, scientific, and designing studies to create an optimum, manufacturable, reliable, and economically profitable joint. In particular, for the optimum development of a TMJ technology, one has to know the dependence of the mechanical properties on an SMA on the strain rate and test temperature. 61
62
POPOV et al. σ, MPa 5 4 3
600
1 2
300
(a) 0
10
20 9 8
7 6
600
300
A wide class of SMAs based on titanium, copper, gold, and other elements is well known. However, among all these SMAs, titanium–nickel alloys enable the best combination of thermomechanical properties and, thus, find wide application. In this work, we study a titanium nickelide–based TN1K alloy developed in Russia. The review of [1, 4– 9] shows that there are no data on the physicomechanical properties of the TN1K alloy at various temperatures and strain rates. The results of the temperature tests of analogous alloys of other compositions are reported; however, there the results of dynamic tests of the SMA are virtually absent. The exception is work [10], in which the TN1K alloy of the 49.8Ti–3.6Fe (Ni for balance) composition was studied.1 We revealed that, as the plastic strain rate increases in the range 10–3–103 s–1, the strain resistance of the TN1K alloy varies, which manifests itself in an increase in the strength properties (such as σ0.2, σu, σy) and the energy parameter Ap. In this case, the strain characteristics δ and ψ are unchanged statistically. The tendency of the TN1K alloy to brittle failure is not changed in the rate range 3.2 × 10–3–690 s–1, which is confirmed by the values of the energy absorption parameter β. Thus, the purpose of this work is to study the effect of the test temperature and the strain rate on the mechanical properties of the 45.6Ti–51Ni–3.4Fe TN1K alloy used to develop a TMJ technology for pipelines.
(b) 0
6
12 11
10
12 13 14
600
300
(c) 0
3
6
ε, %
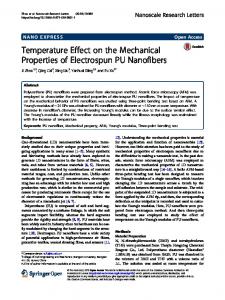
Fig. 1. Tensile stress–strain diagrams of a TN1K alloy (rod II) in the temperature ranges (a) from 50 to –50°C, (b) from –70 to –130°C, and (c) from –137 to –196°C and at temperatures T = (1) 50, (2) 20, (3) –40, (4) –45, (5) –50, (6) –70, (7) –90, (8) –110, (9) –130, (10) –137, (11) –145, (12) –150, (13) –173, and (14) –196°C.
EXPERIMENTAL We studied the effect of the temperature on the mechanical properties of the low-temperature TN1K titanium nickelide produced in the All-Russia Institute of Light Alloys. Using rods I and II of this alloy, we prepared cylindrical samples 3 mm in diameter and 15 mm in gage length (GOST 1497–84); these samples were tested on an Instron–1185 universal tensile-testing machine at a strain rate ε˙ ≈ 10–3 s–1 and at 14 temperatures (50, 20, –40, –45, –50, –70, –90, –110, –130, −137, –145, –150, –173, and –196°C). The temperatures were chosen with allowance for the temperatures of the martensite–austenite transformations in this alloy, namely, As = –145, Af = –120, Ms ≤ –196, TR = −40°C, where As and Af are the temperatures of the onset and finish of the austenitic transformation, respectively; Ms is the temperature of the onset of the martensitic transformation; and TR is the temperature of formation of the R phase with the rhombohedral lattice. At the second stage of studying the effect of the strain rate on the mechanical characteristics of the alloy, the samples were tensioned and compressed at quasi-static (10–4–10–1 s–1) and dynamic (102–103 s–1) strain rates at a temperature of 20°C. The compressive tests were performed on pellets 4 mm in height and 1 Hereafter,
the compositions are given in wt %.
RUSSIAN METALLURGY (METALLY)
Vol. 2008
No. 1
EFFECT OF THE STRAIN RATE AND TEST TEMPERATURE
63
σu, σ0.2, MPa 900
600
δ5, ψ, % σu
δ5
σu
30
ψ
20 σ0.2
δ5 300
10
σ0.2 (a)
0 –200
–150
–100
–50
0
(b) 50 –200 t, °C
–150
–100
–50
0
0 50
Fig. 2. Effect of the test temperature on the tensile mechanical characteristics of a TN1K alloy for rods (a) I and (b) II.
8 mm in diameter. The tensile tests were performed on standard cylindrical samples 3 mm in diameter and 15 mm in gage length at quasi-static rates and on nonstandard samples 6 mm in diameter and 4.5 mm in gage length at dynamic rates. At quasi-static strain rates, the tensile and compression tests were carried out on an Instron-1185 tensiletesting machine. The compressive studies at dynamic rates were performed using the experimental device [11, 12] realizing the Kolsky method for a Hopkinson split bar. This device includes two pneumatic loading systems (gas guns) with a control system, a set of measuring and recording apparatus, and a kit of replaceable Hopkinson split bars 10 and 20 mm in diameter. The tensile tests at high rates were carried out according to the Nicholas scheme [12]. In this case, the loaded gage rod 0.75 m long has a free backend. In the experiments, strikers of 30KhGSA steel 150 and 300 mm long were used. RESULTS AND DISCUSSION Effect of the Test Temperature The average stress σ–strain ε tensile diagrams of the TN1K alloy were recorded for each temperature from 50 to –196°C. Figure 1 shows the diagrams for rod II subjected to tension in three (a–c) temperature ranges. Three samples were tested at each temperature. The diagrams for rod I have similar shapes. The deformation curves significantly differ in shape depending on the relation between the test temperature and the characteristic temperatures of the martensite– austenite transformations in the alloy. This agrees with the data in [4]. It is noted that the stress–strain diagrams have no yield plateaus in the temperature range where the R phase forms (from –45 to –70°C). RUSSIAN METALLURGY (METALLY)
Vol. 2008
No. 1
Figure 2 shows the tensile mechanical characteristics of the samples (yield strength σ0.2, ultimate tensile strength σu, relative ultimate elongation δ5, and relative ultimate reduction of area ψ) as functions of the test temperature for two rods. We failed to calculate the relative reduction of area for rod II, since the sample heads failed during tests. The temperature dependences of the yield strength σ0.2 (see Fig. 2) have maxima in the temperature range from –45 to –70°C, which are likely caused by the formation region of the R phase with the rhombohedral lattice. As the temperature decreases from –70 to –196°C, the yield strength decreases smoothly. In this case, we do not observe any pronounced maxima and minima related to the martensite–austenite transformations in this temperature range. The obtained temperature dependences of the yield strength differ from the data in [7], according to which σ0.2 decreases as the temperature increases. The temperature dependence of the tensile strength σu for rod I (Fig. 2a) shows that it decreases uniformly as the temperature increases over the entire temperature range under study, which is analogous to the results described in [6] for a TiNi alloy. For rod II (Fig. 2b), the tensile strength also decreases uniformly with an increasing temperature in the range from –130 to 20°C. However, in this case, at the temperatures ranging from –196 to –130°C, we can see an increase in the tensile strength with the temperature and also weak maxima and minimum at temperatures of –150, –130, and −145°C, respectively. The temperature dependences of the relative elongation δ5 are similar for both rods (Figs. 2a, 2b). It should be noted that, at the temperatures from 50 to –50°C, a fairly large uniform elongation occurs without necking in all cases. At a temperature of –45°C, we observe the relative-elongation peaks corresponding to the R phase region. Beginning from the region of austenite formation (–145°C) to the region of R phase formation
64
POPOV et al.
σ, MPa 2
1
4
3
500
250
(a) 0
3
6
9
(−45°C), the relative elongation of the samples increases with the temperature. A similar dependence is reported in [6] for a TiNi alloy. For rod I, the relative reduction of area ψ increases uniformly with the temperature (see Fig. 2a). However, to correctly interpret the changes in δ and ψ, we recall that the lengths and diameters of the samples were measured at room temperature, where these sizes were partially changed as a result of the SME. As compared to the results of studying a 45Ti– 45Ni–10Nb [13], we note that both materials exhibit a similar tendency to decrease in the tensile strength with an increasing temperature and essentially different temperature dependences of the yield strength. Effect of the Strain Rate
800
8 7
6
400 5
(b) 0
0.1
0.2
0.3
800
600
Since a martensitic transformation usually occurs at a high rate, we could assume that the strain rate does not affect the diagram shape. However, an increase in the strain rate leads to the heating of a metal and, hence, affects the deformation temperature compared to the martensitic transformation characteristic temperatures. As a result, the character of the material-flow changes [1]. Figure 3a shows the stress–strain diagrams of the TN1K alloy for rod II measured at different quasi-static strain rates. It is seen that a pronounced yield plateau exists at the strain rates ranging from 10–4 to 10–2 s–1 and that it is absent at a rate of 10–1 s–1 (Fig. 3a, curve 1). The dependences of the tensile mechanical properties on the quasi-static strain rate (Fig. 4) demonstrate that tensile strength σu increases insignificantly (by 2%) with the strain rate. In this case, yield strength σ0.2 increases upon both tension and compression. This coincides with the data available for materials with σu, σ0.2, MPa
400 11
σu
10
200
600
9
12 δ5
(c) 0
δ5, %
0.04
0.08
0.12
0.16 ε, %
Fig. 3. (a, b) Tensile and (c) compressive stress–strain diagrams of a TN1K alloy (rod II) at (a) quasi-static (10–1–10–4 s–1) and (b, c) dynamic (5 × 102–5 × 103 s–1) strain rates v: v = (1) 10–1, (2) 10–2, (3) 10–3, (4) 10–4, (5) 2 × 103, (6) 3.5 × 103, (7) 5 × 103, (8) 6.5 × 103, (9) 5 × 102, (10) 1.5 × 103, and (11) 4.5 × 103 s–1.
400
200 –5
σ0.2
8
–4
–3
–2
–1
0
4
logv Fig. 4. Tensile (solid symbols) and compressive (open symbols) mechanical characteristics of a TN1K alloy as functions of the quasi-static strain rate at a temperature of 20°C. RUSSIAN METALLURGY (METALLY)
Vol. 2008
No. 1
EFFECT OF THE STRAIN RATE AND TEST TEMPERATURE
martensitic transformations [5]. Relative elongation δ5 upon tension decreases as the strain rate increases. It can be noted that, at quasi-static strain rates, yield point σ0.2 upon compression is higher than that upon tension (see Fig. 4). In this case, the material sensitivity to the strain rate upon compression is slightly higher than that upon tension. The behavior of the mechanical characteristic of the 45Ti–45Ni–10Nb alloy at various strain rates and a temperature of –45°C described in [13] differs from the results obtained. An analysis of the diagrams presented in Figs. 3b and 3c shows that the TN1K alloy has a very low sensitivity to the strain rate; in this case, the sensitivity upon tension is somewhat higher than that upon compression, which is in conflict with the results of the studies performed at quasi-static strain rates. The main effect of the dynamic strain rates, particularly upon tension (see Fig. 3b), manifests itself in the presence of the socalled yield drop characteristic of many steels with pronounced yielding upon static loading. After the yield drop (see Fig. 3c), the compression stress–strain diagrams exhibit significant periodic oscillations, which can be associated with a complex scheme of wave propagation through the sample–rod contact zone. An analysis of the results of the dynamic compressive and tensile tests of the TN1K alloy demonstrates that yield strength σ0.2 increases with the strain rate, which is analogous to the results described in [5, 10]. The data on the properties of the TN1K alloy obtained in this work were used to develop TMJ pipeline technologies [14]. CONCLUSIONS (1) The physicomechanical characteristics of a shape memory alloy (yield strength, tensile strength, relative elongation, relative reduction of area) vary as the test temperature increases from –196 to 50°C and have extrema in the temperature ranges corresponding to the region of the R phase formation. (2) The quasi-static and dynamic strain rates ranging from 10–4 to 103 s–1 affect the following physicomechanical properties of the alloy: (i) at quasi-static strain rates, the tensile strength and yield strength increase and the relative elongation decreases as the strain rate increases; (ii) at dynamic strain rates, a so-called sharp yield drop appears in the compressive and tensile stress– strain diagrams; in this case, the yield strength increases with the strain rate. (3) The results obtained should be taken into account to develop technologies related to a titanium nickelide SMA.
RUSSIAN METALLURGY (METALLY)
Vol. 2008
No. 1
65
REFERENCES 1. V. A. Likhachev, S. L. Kuz’min, and Z. P. Kamentseva, Shape Memory Effect (Leningrad. Univer, Leningrad, 1987) [in Russian]. 2. J. D. Harrison, “Shape Memory Alloy Technology: Past, Present, and Future,” in Proceedings of the First European Conference on Shape Memory and Superelastic Technologies, Antwerp (Antwerp Zoo, 1999), pp. 1–5. 3. D. B. Chernov, A. P. Paperskii, U. Khas’yanov, et al., “Thermomechanical Joints by Shape Memory Elements,” Aviatsionnaya Promyshlennost’, No. 6, 6–8 (1984). 4. Shape Memory Alloys, Ed. by A. M. Glezer (Metallurgiya, Moscow, 1990) [in Russian]. 5. D. V. Wield and E. Gillam, “Deformation Behaviour of Cu–Zn–Si Alloys Close to Their Martensitic Transformation Temperature,” Acta Metallurgica 25 (7), 725–733 (1977). 6. A. S. Tikhonov, A. P. Gerasimov, and I. I. Prokhorov, Application of the Shape Memory Effect in Modern Machine Building (Mashinostroenie, Moscow, 1981) [in Russian]. 7. I. I. Kornilov, O. K. Belousov, and E. V. Kachur, Titanium Nickelide and Other Shape Memory Alloys (Nauka, Moscow, 1977) [in Russian]. 8. R. J. Vasilevskii, “Shape Memory Effect a Ti–Ni Alloy as an Aspect of a Stress-Induced Martensitic Transformation,” in Shape Memory Effect in Alloys (Metallurgiya, Moscow, 1979), pp. 205–230 [in Russian]. 9. Shape Memory Alloys: Fundamentals, Modeling and Applications, Ed. by V. Brailovski et al. (Montreal, 2003). 10. N. N. Popov and V. A. Mart’yanov, “Strain Resistance of TN-1K Titanium Nickelide at Strain Rates of 10–3–103 s–1,” Metalloved. Term. Obrab. Met., No. 11, 26–28 (1993). 11. A. M. Bragov and A. K. Lomunov, “Methodological Aspects of Studying Dynamic Material Properties Using the Kolsky Method,” Inter. J. Impact Eng. 16 (2), 321– 330 (1995). 12. A. M. Bragov and A. K. Lomunov, “Kolsky Method for the Dynamic Tests of Structural Materials,” Prikl. Problemy Proch. Plast., No. 51, 127–137 (1995). 13. N. N. Popov, T. I. Sysoeva, S. D. Prokoshkin, et al., “Mechanical Properties and Reactive Stresses of Ti–Ni– Nb Shape Memory Alloys,” Izv. Ros. Akad. Nauk, Ser. Met., No. 4, 62–70 (2007) [Russian Metallurgy (Metally), No. 4, 310–316 (2007). 14. N. N. Popov, V. F. Lar’kin, A. V. Kudryavtsev, and E. B. Suvorova, “Development of Experimental Technologies of Nonseparable and Separable Thermomechanical Joints of Pipelines Using Titanium Nickelide Couplings,” in Proceedings of the 6th International Conference on Cybernetics and High Technologies of the XXI Century, Voronezh, Russia (Voronezh, 2005), pp. 651–661.