Institute of Information Technologies
IIP
f
m. ill
Modelling of Problems of Metal Building-up by Welding with Multiple Criteria Nikolai T. Tontchev', Leoneed Kirilov*, K. Miettinen**
M.
IIT/WP-247 November, 2008
IIT Working Papers Pa6omHU cmamuu na MMT
Bulgarian Academy of Sciences
ISSN 1310-652X
Modelling of Problems of Metal Building-up by Welding with Multiple Criteria Nikolai T. Tontchev', Leoneed Kirilov*, K. Miettinen** IITAVP-247 November, 2008
IIT Working Papers
Research Area: Decision Support Systems Area Editor: Leoneed Kirilov
Institute of Information Technologies Bulgaria, 1113 Sofia, "Acad. G. Bonchev" Str., bl. 2 Phone/Fax: (02) 872 04 97, (02) 871401; email:
[email protected] © Institute of Information Technologies
M.
MODELLING OF PROBLEMS OF METAL BUILDING-UP BY WELDING WITH MULTIPLE CRITERIA
Nikolai T. Tontchev’, Leoneed M. Kirilov*, K. Miettinen**
*Institute of Information Technologies – BAS, Acad. G. Bonchev Str.,bl. 29A, e-mail:
[email protected] **University of Jyvaskyla, P.O. Box 35 (Agora) e-mail:
[email protected] ’Dpt. of Material Science and Technology , Higher School of Transport, Sofia, e-mail:
[email protected] Abstract: The problem of process optimizing of metal building-up by welding is investigated. A multiple criteria model with three objectives is suggested. To model the process parameters, a planned experiment has been carried out. The interactive satisfying trade-off method (STOM) is used to solve the model. Keywords: decision support system, metals, multiple criteria optimization, industrial control, optimal experiment design.
1.
INTRODUCTION
Building-up by welding or surfacing has become more and more popular as a method used not only with the repairing and restoration activities, but also with the production of big-clearance details combining high operational properties with low prime costs. The details of machines and equipments under operation change the dimensions of their working surfaces due to wear and tear. The restoration of worn details by building-up welding is a perspective trend in saving spare parts, raw materials, materials and power. For that reason the restoration of details is widely applied in the developed industrial countries and has a considerable economic and ecological effect. The number of technological operations during building-up by welding is reduced compared to the elaboration of new details from 5 up to 8 times. The capital investments for restoration of details are 5-10 times smaller than the ones for the production of new spare parts, the expenses of energy – 10-20 times and the material expenses – 20-100 times [Tontchev, G. - 1994]. The price of the restored details is from 2 to 20 times smaller than the newly produced details. For example the share of restored details from the whole expense of spare parts in Bulgaria does not exceed 5-8% while this share in Russia is three times bigger, in the Czech Republic – four and in Germany – six times, in USA and Japan – 5-7 times [Batishtchev – 1985, Perepletchikov& Riabtsev – 2007, Gunaraj&Murugan-2000]. The modern repairing and restoration production uses a large scale of methods and technologies (Paul, 1999; Vassilev, 1996) to restore the dimensions, shape and properties of the detail working surfaces. One of the new highly productive and perspective methods of restoration of details is the technology of building-up by welding in gas mixtures. It is developing more rapidly due to the high
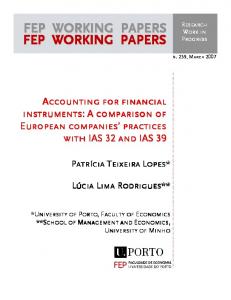
productivity and simplicity of the technological process and the high quality of the layer built-up by welding (Tonchev, 1986). Building-up by welding in a protective atmosphere of gas mixtures (MAG) is implemented by a concentrated source of heat and because of that the problems connected with the deformations caused by the sharp temperature changes have been examined a number of times. In its nature, this analysis is a process of modelling and is successfully implemented by the finite element method (Goldak, et al., 1992). One of the problems of the analysis preciseness is to determine the physical constants of the metal built-up by welding. With the process of building-up by welding, the geometric parameters of the layer surfaced are in a direct dependency on the mode of building-up by welding. The mode of building-up by welding is determined by current, voltage, electrode speed, and wire extension. So the various combinations of the four parameters form a set of technological modes. It is interesting to examine how the modes of building-up by welding are established in order to provide the maximal width of weld b and maximal weld increase h` (Fig. 1).
Fig. 1. Geometric parameters of the metal built-up by welding. The two parameters shown in Fig. 1 determine the weld geometry. It is possible to use also ratio b/h` with the assessment of the weld properties. Another important index shown in the figure above is the weld penetration h (the weld depth). It is desirable that this parameter is minimal in the area of surfacing. The problem of the weld shape and size is directly connected with the productivity of the surface coating by building-up welding and the surface quality (Graville and Read, 1974). The problem set in this way presents a multiple criteria optimization of the layer geometric parameters according to the mode of building-up by welding. In fact, the purpose of the article presented is to solve the problem of establishing optimal technological modes of building-up by welding using the possibilities of the multiple criteria optimization. Note that in many cases of design and engineering it happens that the DM (decisionmaker) evaluates and chooses the best decision according to the particular requirements.
2
The next point examines the nature of the problem being solved, followed by the description of the model and its solution. 2. PROBLEM SETTING The examination on the process of control on the geometric indices according to the technological modes relies on the experimental approach. To model the process parameters, a planned experiment has been carried out. The multiple criteria model solution has been done by the interactive method. That has allowed determining the technological modes satisfying the requirements put preliminarily by the examined conflicting objectives. No similar examinations can be found in the references and, as much as these examinations are carried out with testing new materials or equipment, they are of greater interest for the producing companies (the so-called company secret) [Konko, Koons -1978, Ribeiro, Elsayed-1995, Gupta, Parmar 1989]. The determination of the geometric parameters of the layer according to the parameters of the building-up by welding mode is established at two stages: - determining the regression dependencies between controlling factors and controlled parameters and defining the problem of multiple criteria optimization: a planned experiment is carried out by building-up a metal layer by welding using a wire on the strips of sheet steel; - solving the problem of multiple criteria optimization and determining a set of values of the technological process parameters guaranteeing the achievement of a layer of preliminarily specified requirements. With carrying out the experiment the following devices and modes of operation shown in Table 1 have been used: - a power source of IZA - G 315; - a feeding device UT-5 ; - an automat (tractor) of welding COMETA 2; - a gas burner RM 36M RZ-2. The parameters used for multi-criteria decision-making are current, voltage, speed and wire extension. Thus, they are the decision variables considered. Note that they are discrete variables in our model. They have been chosen in a natural way because they influence most on the geometry of the built-up weld. Table 1 Values of controlling parameters used to carry out the experiment Parameters of building-up by welding Levels Basic level ( 0 ) Step of changing (0.25) Lower boundary (-1) Upper boundary ( +1)
X1 X2 X3 X4 Current Voltage Speed Wire [A] [V] [m/min] extension [mm]
200
22
0,82
13
50
4
0,54
3
150
18
0,28
10
250
26
1,36
16
3
The samples, on which building-up by welding has been applied to, are 20 steel strips of 20 mm width. A dense wire of LNM 420FM type (LINKOLN Co.) has been used in the welding. It has the following chemical composition: C - 0.45; Mn - 0.4; Si - 3; Cr - 9.5. The ranges of the valuesof the four main controlling parameters (variables) influencing most on the process of building-up by welding in a protective atmosphere of gas mixtures have been determined from the preliminary experiments – Annon, 1978: - voltage of the arc – building-up by welding is done under a voltage of 18 - 26 V of the electric arc as the process in this range is running with short circuits occurring more often; a small-dropped transfer of the electrode melted metal is carried out; the burning of alloyed elements is smaller and the losses due to dispersion are minimal; - current of the arc – it is determined by the diameter and feeding speed of the electrode wire, which are chosen in compliance with the size of the layer built up by welding and the detail diameter. The denser the current is the more stable the arc burning is and the smaller the melted metal dispersion is. Building-up worn details by welding is done in the range of 100 - 250 А; - speed of building-up by welding – it is the main parameter determining the rest and mostly the productivity of the process. The values have to be of 1 - 3 m/min in order to obtain thin-layered coatings of high quality with decreasing the duration of the welding bath existence and the time of gas saturation; - electrode wire extension – the values of wire extension have to be 10 - 30 mm as the increase of the extension results in arc wandering and the decrease results in spraying on the nozzle and in bad formation of the layer built-up by welding. The basic indices used to measure the geometry of the built-up by welding surface are the weld width, weld height and weld depth. Therefore we use them as the model criteria. To be more precise, we include also a fourth criterion: the weld quality. The quality is evaluated by an expert (Decision Maker – DM). The modes (decision variables) used to carry out the planned experiment as well as the meanings of the criteria (parameters controlled (criteria) objectives) are shown in Table 2. To establish the dependencies of the weld geometry in the mode of building-up the weld, the standard methods described in (Vuchkov, 1990) have been used. As a result we receive a multiple criteria model with three objective functions and upper and lower bounds for each decision variable. Regression model of the weld width b = 5.64855 + 0.762796 X1 + 1.29700 X2 – – 1.41572 X3 – 0.106096 X4 - 0.0547866 X12 + + 0.0519921 X1X2 – 0.310839 X1X3 – – 0.0842545X22 – 0.360002 X2X3 + 0.950633X32+ + 0.094354 X3X4 – 0.383360 X42
(1)
4
Table 2 Technological modes and values of the parameters examined # of expe- X1 X2 X3 X4 b h` k riment Current Voltage Speed Wire [mm][mm] [A] [V] [m/min] extension [mm] 1
-1
-1
-1
-1
5.3
3.5
average
4.5
dropped
2.8
high
2
1
-1
-1
-1
7.5
3
-1
1
-1
-1
8.2
4
1
1
-1
-1
11.2 4.9
average
5
-1
-1
1
-1
3
1.5
high
6
1
-0.75
1
-1
4.7
2.4
high
1.1
high
7
-1
1
1
-1
5.5
8
1
0.75
1
-1
5.6
2.2
high
9
-1
-1
-1
1
4.9
3.5
average
10
1
-0.5
-1
1
7.4
6.1
dropped
11
-1
1
-1
1
7.9
2.8
high average
12
1
1
-1
1
10.5 5.3
13
-1
-1
1
1
2.8
1.5
high
14
1
-0.5
1
1
4.4
3.2
dropped
15
-1
1
1
1
4.7
1.3
high
16
1
1
1
1
5.8
2.8
high
3.0
average
17
1
-0.125
0
0
6.3
18
-1
0.125
0
0
5.0
2.0
high
19
0
1
0
0
6.5
2.2
high
20
0
-1
0
0
4.5
3.4
high
21
0
0
1
0
7.8
4.1
high
2.2
high
22
0
0
-1
0
6.0
23
0
0
0
1
6
2.4
high
24
0
0
0
-1
5.5
2.2
high
25
0
0
0
0
4.9
1.7
high
26
0
0
-0.407
0
6.3
2.9
high
3.5
high
27
1
-1
-0.407 -1
4.9
28
1
-0.125
0.463
0
5.6
2.4
high
29
1
-0.125
1
0
5.5
2.2
high
30
1
0.625
-1
-1
10.1 4.4
average
31
1
0.625
-0.407 -1
7.5
3.5
average
2.0
high
32
1
0.625
1
-1
5.7
33
1
1
-0.407 -1
8.4
3.3
high
34
1
1
0.467
-1
6.3
2.5
high
35
-1
-0.5
0
0
4.6
2.2
high
36
-1
-0.75
0
0
4.2
2.1
high
1.6
high
1.6
high
37
-1
-0.75
1
0
3.4
38
0
0
1
-1
4.2
5
Regression model of the weld height h` = 2.38850 + 0.784504X1 – 0.247045X2 – – 0.907773X3 + 0.242876 X4 + 0.0612864 X1X2 – – 0.211361 X1X3 + 0.227810 X1X4+ 0.25058 X22+ + 0.020668X2X3 – 0.103642 X2X4+ 0.488957 X32
(2)
Here are some more details of the third objective. It is a quality one and it was determined by visual assessment. To transform it into a quantity objective, an interval scale was used. The decision maker has estimated each of the experimental samples (welds) as excellent, fair or bad. After that, the assessments were given values of 3, 2 and 1 respectively. Then the values received were approximated by a regression dependency. Regression model of the weld quality k = 3.07915 – 0.409876 X1+ 0.379477 X2 + + 0.353444 X3 – 0.101576 X4 – 0.378517 X12 + + 0.167529 X1X2 +0.192369 X1X3–0.132776 X1X4– – 0.0390907 X22 – 0.141508 X2X3 + 0.119455 X2X4 – 0.115488 X3X4 – 0.353596 X42
(3)
Whether each criterion is to be minimized or maximized is determined by the requirements of the technology: the weld width has to be maximal, the weld height has to be maximal, and the quality has to be maximal. The question arising naturally is if there is a weld of a maximal width and height and of high quality. Unfortunately, such a weld does not exist. Really, there are welds of maximal width and height but they are of worse quality that makes them inapplicable. Note that this model can be solved as MCDM problem with four objective functions also if we consider also weld depth (weld penetration). This objective function has to be minimized. Because the objectives are clearly conflicting, we need multiobjective optimization to solve the problem. In other words, there does not exist any point where all the objectives could attain their optimal values simultaneously. The advantages of the multi-criteria approach can be summed as: - possibility to examine various, equally good alternatives (technological modes). - possibility to train the Decision Maker and to get acquainted with the nature of the problem being solved; - achieving a real and the best compromise decision. 3. SOLVING A PROBLEM BY USING MULTIPLE OBJECTIVE MATHEMATICAL PROGRAMMING APPROACH We have constructed a model which has three non-linear objective functions and four decision variables. Thus, in a natural way we derive a non-linear multiple objective mathematical programming problem. The feasible set is 4-dimensional rectangular with boundaries [-1, 1].
6
First, let us consider in brief the general formulation of the multiple objective mathematical programming problem (MOMPP), some of its properties and how it can be solved. Mathematically the MOMPP can be formulated as “max” (f1(x), … , fk(x)) s.t. x ∈ S: gj(x) ≤ 0, for j = 1,2, …, m
(4) (5)
where x = ((x1, … , xn) ∈Rn is the vector of decision variables; fi(.), gj(.) : Rn --> R1 are real valued functions for i and j resp. The symbol “max” means that all the objectives have to be maximized simultaneously. We assume also that: at least two objectives are conflicting; a decision point (solution) does not exist to optimize simultaneously all the objectives. MOMPPs are discussed, for example, in Miettinen, 1999; Nakayama and Sawaragi, 1984. We say that a vector f(x’) dominates a vector f(x) iff fi (x) ≤ fi (y) for i = 1, 2, …, k and strong inequality holds for at least one index. According to the above defined orders (Pareto) efficient and weak (Pareto) efficient points are defined. Definition 3.1 The solution of x is Pareto optimal if and only if there does not exist another solution of y such as fi (x) ≤ fi (y) for i = 1, 2, …, k (6) and fj (x) < fj (y) for at least one index j ∈ I = {1, 2, … , k} Definition 3.2 The feasible solution x is weakly Pareto optimal if and only if there does not exist another feasible solution y such as fi (x) < fi (y) for i = 1, 2, …, k
(7)
The corresponding vector f(x) is called a non-dominated vector. The aim of solving MOMPPs can be defined as supporting the decision maker to identify the most preferred solution in the set of efficient points. It is called final, best compromise solution. It is a compromise between conflicting objective values. To find such a solution, additional information is needed. It is usually given by a person: the expert/decision maker (DM). As it could be expected, a number of methods exist for solving MOMPPs (Miettinen, 1999). A straightforward way for the DM to express preferences is to specify the aspiration levels for the objective functions. They are desirable values of the objective functions and form the so-called reference point (Wierzbicki, 1982,1986).
7
A dialog in the form of a classification is related to reference points. In classification, the DM studies a current solution and tells what kinds of changes are desirable, in other words, which function values are satisfactory at the moment, which should improve and which could impair (and by how much). The satisfiying trade-off method - STOM (Nakayama and Sawaragi, 1984) is an example of interactive methods which use such a classification. When the DM has indicated the desirable aspiration levels for the objective functions that should be improved, the method calculates what kinds of impairments are necessary in the other objective functions. In this way, the DM has to specify less information. However, the method sets many mathematical assumptions for the problem. The method generates one Pareto optimal solution for all iteration. Despite its restrictions, STOM method is very simple and understandable to use by the DMs. Therefore we used it to solve our problem. In brief, the STOM method consists of the following general steps: Step 1. Generate initial Pareto or weak Pareto solution. Step 2. The DM evaluates it and if it is not a final solution, then he/she is asked to classify the objective functions into three classes. They are the unacceptable objective functions whose values he/she wants to improve (I> ), the acceptable objective functions he/she accepts as they are (I= ) and objective functions he/she agrees to relax (I< ). The DM has to specify the aspiration levels only for the objective functions in I>. Step 3. Solve the following scalarising function min max [ w ih ( f i ( x ) − z i** )] X
i =1,...,k
where the weighting coefficients 1 wih = r , h f i − z i** f
(8)
for I = 1,2,…,k
(9)
r ,h
is the reference point at iteration h z** is the ideal vector. Let the solution found be xh. Go to step 2.
and
The solutions of the above scalarising problem are weak efficient solutions. Also, it is shown that r ,h r ,h + h the solution is satisfying (i.e. f i ( x ) ≤ f i if the reference point is feasible ( f i ∈ f ( X ) + R k ) and weighting coefficients are employed. If we cannot find exactly max fi or fi is unbounded over X, then we can use a sufficiently large f i r ,h < z i** . number. Also, it is necessary The DM performed several iterations for different aspiration levels and a number of efficient solutions were generated. As a result of the study on the efficient set 4 decisions have been separated as promising ones – see Table 5. The further analysis has shown that decisions 2, 3 and 4 are more difficult to implement technologically. Decision 1 has been used as a final one: width b= 10.14mm , height h = 4.29mm , quality k = 2.66 (A = 225 , V = 26, wire ext. = 13mm). 4. CONCLUSION The paper has presented a multiple criteria approach to solving the problem of building- up by welding. The non-linear model was made using three criteria and four controlling parameters.
8
Table 5 Efficient decisions obtained OPTIMIZED PARAMETERS
Current [A]
Voltage [V]
Speed [m/min]
Wire extension [mm]
# Parameter
Value
%
92.95
[mm]
10.14
%
67.03
[mm]
4.29
-
2.9
%
95.4
[mm]
10.33
%
74.06
Coded value
Real value Coded [A] value
Real value [V]
Coded value
Real value [m/min]
Coded value
Real value [mm]
0.5
225
1
26
-1
0.28
0
13
0.75
237.5
1
26
-1
0.28
0.25
13.8
0.75
237.5
1
26
-1
0.28
0
13
0.75
237.5
1
26
-1
0.28
-0.25
10.75
b 1
h k b
2 h k b 3
4.64
-
2.66
%
96.35
[mm]
10.4
%
72.78
[mm]
4.56
-
2.67
%
96.69
[mm]
10.43
%
71.09
[mm]
4.48
-
2.64
h k b
4
[mm]
h k
# It is seen that multiple criteria model gives the DM the possibility to optimise the conflicting objectives simultaneously. The interactivity with the DM assures to achieve the best compromise (i.e. efficient) solutions taking into account the restrictions of the problem of building-up by welding and expertise knowledge as well. The interactive nature of the solution process also allows the DM to learn about the problem considered. The interactive STOM method was used to find a number of decisions, which meet the technological requirement most completely. As a result, certain technological modes are received providing the optimal values of the geometry of the layer built-up by welding. We intend to solve this model with other MCDM methods and possibly to develop another appropriate models as a future directions of research.
9
REFERENCES Annon. 1978. Principles of Industrial Welding. The James F. Lincoln Arc Welding Foundation, Cleveland, Ohio. Batishtchev, A. N. et al. Decrease of the losses of energy and matter resources in restoring machine details, Moscow, 1985. (In Russian) Goldak, J. A., Oddy, A. S., and Dorling, D. V. 1992. Finite element analysis of welding on fluid filled, pressurized pipelines. 3rd International Conference on Trends in Welding Research. Gatlinburg, Tenn., pp. 45-50. Goldak, J., Chakravarti, A., and Bibby, M. 1984. A new finite element model for welding heat sources. Metall. Trans. B. 15B: 299-305. Graville, B. A., and Read, J. A. 1974. Optimization of fillet weld sizes. Welding Journal 53(4): 161s to 169-s. GUNARAJ, V., N. MURUGAN 2000 Prediction and Optimization of Weld Bead Volume for the Submerged Arc Process WELDING RESEARCH SUPPLEMENT, OCTOBER 2000 Gupta, V. K., and Parmar, R. S. 1989. Fractional factorial technique to predict dimensions of the weld bead in automatic submerged arc welding. Journal of Institution of Engineers (India) 70(2): 67-73. Konkol, P. J., and Koons, G. F. 1978. Optimization of parameters for two-wire AC—ACsubmerged arc welding. Welding Journal 57(12): 367-s to 374-s. Miettinen K., Nonlinear Multiobjective Optimization, Kluwer, Boston, 1999. Nakayama H., Y. Sawaragi, Satisficing trade-off method for multiobjective programming, Interactive Decision Analysis. M. Grauer, A.P. Wierzbicki, Eds., Lecture Notes in Economics and Mathematical Systems, vol. 229, Springer-Verlag, Berlin, pp. 113-122, 1984. Paul, B.K.: Rapid Prototyping and Freeform Fabrication; Materials and Processes in Manufacturing, 9th Ed., DeGarmo, Black and Kohser (Eds.), Prentice-Hall, 1999 Perepletchikov E., I. Riabtsev 2007 Plazmeno-prahovo navariavane ns detaili a zapornaia armature s razlichno prednaznachenie, Avtomaticheskaia svarka, vol. 49, No4, pp. 57-61. Ribeiro, J. L., and Elsayed, F. A. 1995. A case study on process optimization using the gradient loss function. International Journal of Production Research, U.K., 33(12): 3233–3248. Steuer R., Multiple Criteria Optimization: Theory, Computation, and Application, John Wiley & Sons, New York, 1986. Tonchev G., Contemporary technologies for details reconstructing, Russe University “Angel Kanchev”, Russe, 1994. Vassilev V., Technology for details reconstructing, Russe University r“Angel Kanchev”, Russe, 1996. Vuchkоv I., Identification of experimental research, Technika, Sofia, 1990 Wierzbicki, A. 1982, A Mathematical Basis for Satisfising Decision Making, Mathematical Modelling 3, No 25, pp. 391-405 Wierzbicki, A. 1986, On the Completeness and Constructiveness of Parametric Characterizations to Vector Optimization Problems, OR Spektrum 8, pp. 73-87.
10
General Information about the Publications in " I I T Working Papers" Series I. Selection 1. The series contains original results in information technologies area achieved in the Institute of Information Technologies at the Bulgarian Academy of Sciences, that have not been published. They are discussed by the scientific seminar of the Institute - "Modem Information Technologies". 2. The working papers are scientific publications with the following structure or similar to it: representation of the problem and its recent state; analysis of the problems being discussed; exposition of the investigations; comments on the results obtained; evaluation of the contribution - advantages and shortcomings; proposed directions for future research. 3. The papers are represented by the editorial board to the area editors who prepare written references. The referees are selectedfi"oma list, confirmed by the Scientific Counsel of IIT-BAS. 4. Only papers with positive references and positive comments at the Institute seminar are published. n. Arrangement recommendations 1. The papers have to be presented in English language with an abstract in English (located under the title and the authors) and its title and summary in Bulgarian language at the end of the paper. Key words may be included after the English abstract. 2. It is recommended that papers do not exceed 20 pages, 40 lines per page. Larger examples, program extracts and others may be attached as appendices to the main text. 3. The papers should be delivered on a diskette, written with the help of a high-developed text editor (LATEX, WORD or PAGEMAKER are recommended). 4. The references (literature used) maybe given in the following way: [Kitano 1993] Kitano H . Challenges of Massive Parallelism. Proc. of IJCAr93, vol. I.Morgan Kaufman, 1993, pp. 813-834. 5. In a footiiote on the first page of the text it should be mentioned, if so, that the research has been carried out and supported partially or entirely by a corresponding project No ... according to HT internal plan or by a contract with "Scientific Investigations" National Fund (or with another organization respectively). Editor-in-Chief VassilS. Vassilev Area Editors: Artificial Intelligence - Danail Dochev Pattern Recognition and Neural Networks - Dimo Dimov Information Processes - Ivan Moustakerov Decision Support Systems - Z,eo7;eefl'A'/r/Vov Mullicriteria Analysis and Modelling - Vladimir h4onov Information Media - Boyan Metev
p